
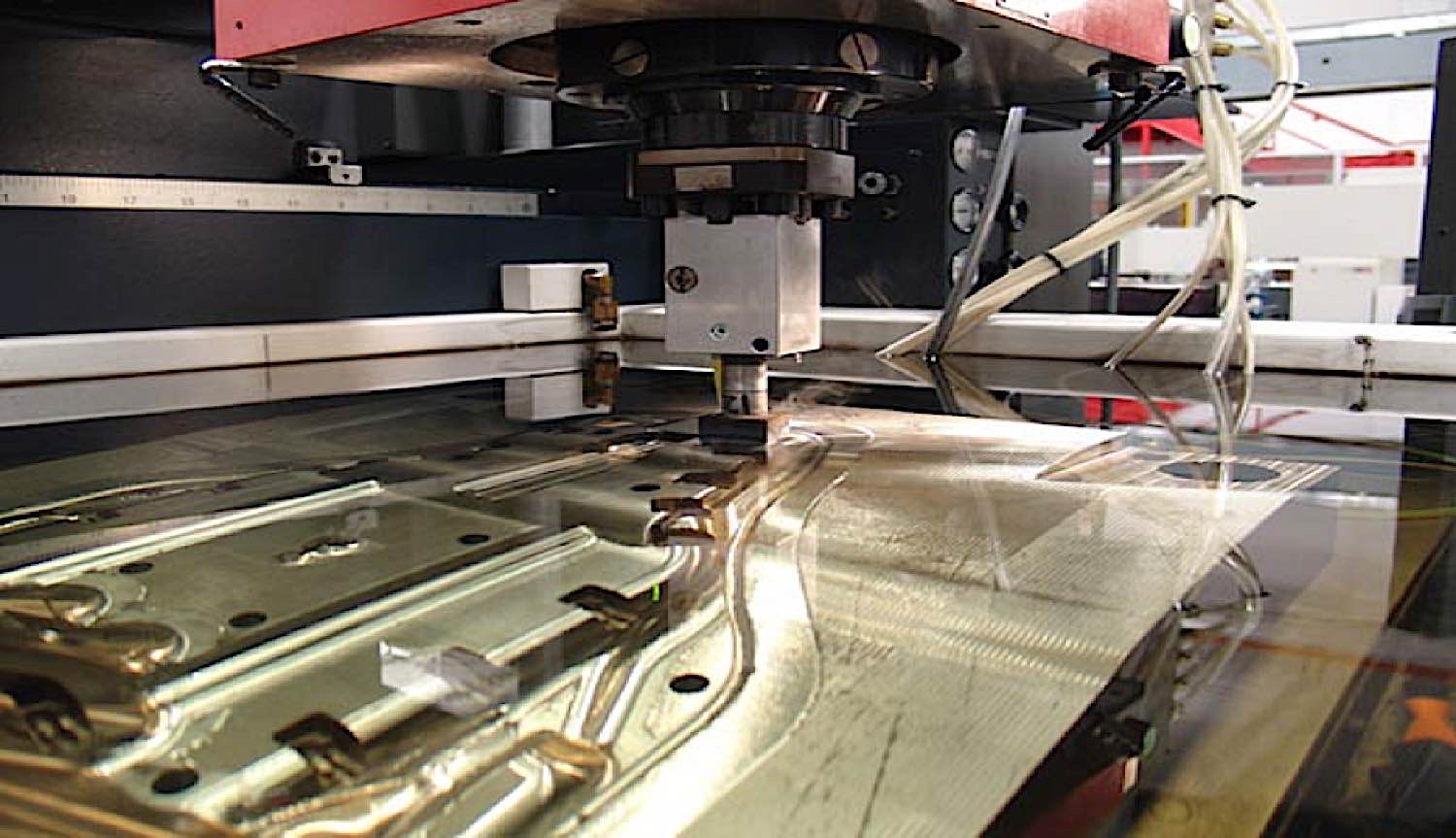
Electrical discharge machining (EDM), also known as “spark” machining, is a technology that has been in existence for a long time. During the EDM process, an electrical current is directed to pass between an electrode and a workpiece that has been separated by a dielectric liquid, which acts as an electrical insulator. Once a high enough voltage is applied, the dielectric fluid is ionized and it transforms into an electrical conductor and erodes the workpiece by emitting spark discharge to shape it into the desired form or final shape.
Even though several EDM processes are specialized, industrial EDM processes are grouped in three sub-processes; Sinker EDM (RAM), Wire EDM (Cheese Cutter), and Hole Drilling EDM (Hole Popper). Each of the sub-processes of EDM provides a solution for machining applications requiring high accuracy in metal shaping, cutting, and drilling, where conventional methods are either ineffective, difficult, or impossible.
How does EDM Work?
The Sinker EDM is used for projects that require complex shapes, while Wire EDM acts as an electrode, which is used to cut the workpiece. Sinker EDM executes the shaping process using highly precise and pre-machined electrodes to create a negative of the workpiece by sinking it into the piece to attain the desired shape. On the other hand, Wire EDM uses a thin brass or copper wire guided by diamond guides holding it to make precise cuts around the workpiece. Finally, as the name suggests, Hole Drilling EDM is specifically designed tubular allowing the dielectric fluid to flow through its electrode nozzle and drill incredibly tiny holes that would be impossible using other mechanical machining options.

The Pros and Cons of EDM
Based on the three sub-processes of EDM, it is undeniable that the versatility offered by EDM when working with harder metals is its main advantage. Using EDM makes it much easier to mechanically machine harder metals such as titanium and tungsten carbide. Additionally, highly precise outlines on the workpiece can be attained using EDM without the need for additional edge-cleaning or having to deburr.
One main disadvantage of EDM is the slow process of this machining method. This makes EDM very ineffective when dealing with large scale projects, which is a major issue in today’s world, where most projects are bigger than before. In the current society ravaged by climate change, low energy-consumption is prioritized in the selection of machines over other features. The fact that EDM uses much more electrical energy than any other mechanical machining process makes it unfavorable by companies seeking to cut down their carbon footprint.
Practical Applications of EDM
Even though EDM is limited when it comes to large-scale projects, it is great for incredibly small projects requiring one-off parts or limited volume production batches “that need an intense degree of precision,” according to Interesting Engineering. For example, in the aerospace and automotive industries, EDM is used in the development of small pieces in engines that are highly precise and advanced. Also, electrical machining is used in the mold-making industry.
In the current highly technological society, it is very easy for us to focus on new and emerging technologies and their promises of revolutionizing the world while existing cutting edge tech that has been driving our economies such as EDM is sidelined.






























{kind=link}